材料及性能
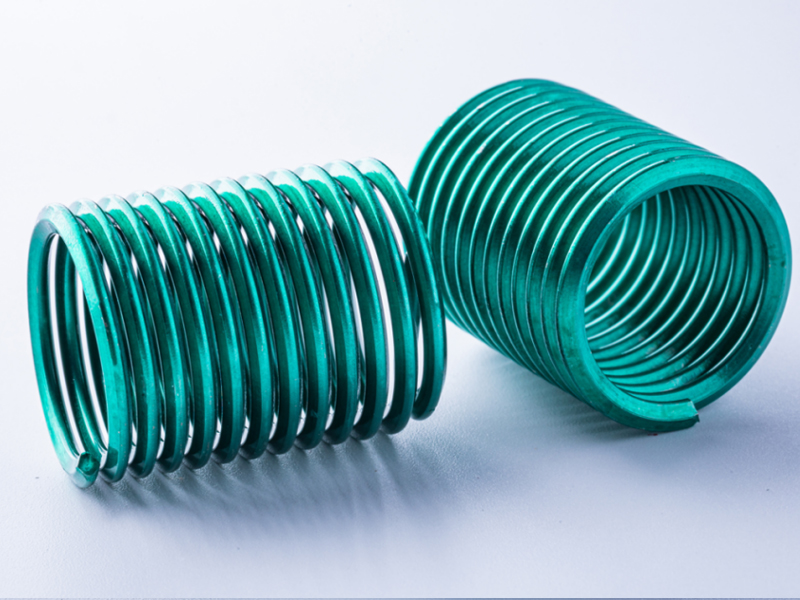
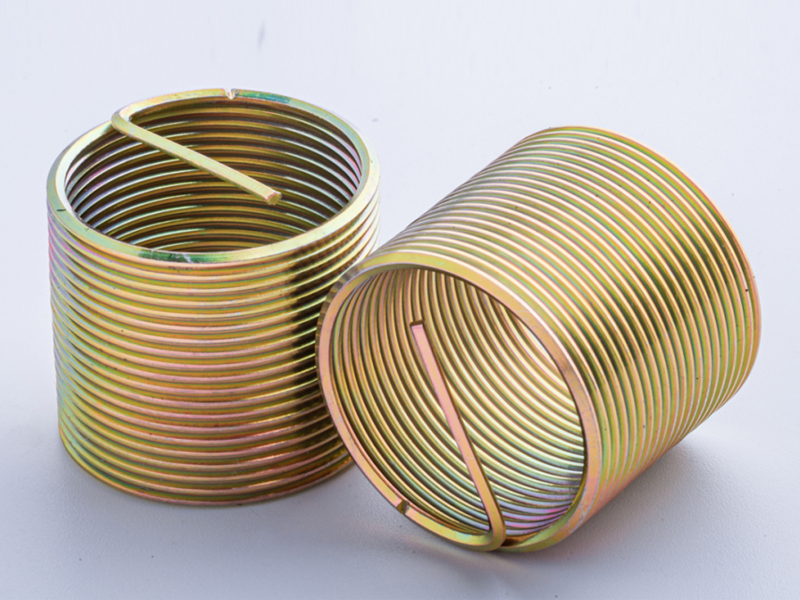
普通型鋼絲螺套提供統(tǒng)一粗牙(UNC)、統(tǒng)一細(xì)牙(UNF)以及公制螺紋規(guī)格。原材料既可采用 304H 不銹鋼生產(chǎn),也可采用Nimonic 90、磷青銅等其他材料制造。
材料
(Material) | 牌號(hào)
(Grade) | 使用溫度
(Service Temp) | 室溫下抗拉強(qiáng)度
(Tensile Strength at RT) | 表面狀況
(Surface Condition) |
不銹鋼
(Stainless Steel) | 304H;321 | 425°C
短時(shí)間 short-term;
315°C
長(zhǎng)時(shí)間long-term | >1400 MPa | 無(wú)涂層No coating;
鍍鎳Nickel-plated;
鍍銀Silver-plated |
高溫合金
(High-Temperature Alloy) | Inconel X750;
Nimonic 90 | 750°C 短時(shí)間short-term;
550°C 長(zhǎng)時(shí)間long-term | >1400 MPa | 無(wú)涂層No coating;
鍍鎳Nickel-plated;
鍍銀Silver-plated |
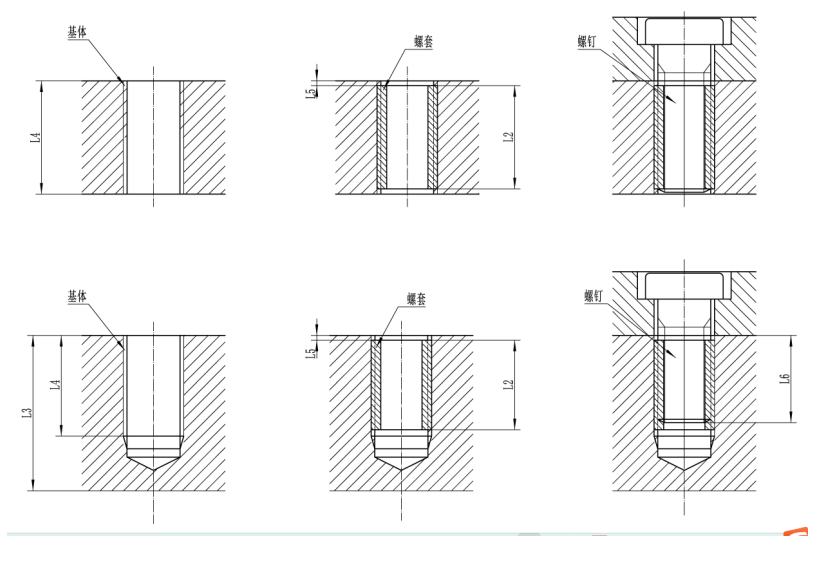
鋼絲螺套公稱(chēng)長(zhǎng)度L的選擇
鋼絲螺套公稱(chēng)長(zhǎng)度L,也就是基本螺紋孔長(zhǎng)度L2,通常按螺紋公稱(chēng)直徑的倍數(shù)來(lái)供應(yīng),即L2=0.5d;0.75d;1d;1.25d;1.5d;2d;2.5d;3d……
螺紋公稱(chēng)直徑也就是裝在鋼絲螺套中的螺釘公稱(chēng)直徑d。
公制系列鋼絲螺套型式尺寸及安裝參數(shù)表:
 公制系列鋼絲螺套型式尺寸及安裝參數(shù)表
公制系列鋼絲螺套型式尺寸及安裝參數(shù)表
粗牙統(tǒng)一螺紋(UNC)鋼絲螺套型式尺寸及安裝參數(shù)
鋼絲螺套參數(shù) - UNC
細(xì)牙統(tǒng)一螺紋(UNF)鋼絲螺套型式尺寸及安裝參數(shù)
鋼絲螺套參數(shù) - UNF